《中国工程橡胶》创刊十年来,还没有一篇具体阐述板式
橡胶支座出产进程质量节制的文章。而要包管产物质量,无疑出产进程的质量节制是非常主要的。本文将从原资料进厂到产物出厂,对
板式橡胶支座的质量节制引见作者的一些经历和观点,供业界同仁参考。
一, 原资料进厂的质量节制
各类原资料进厂后都要进行检测,及格后方可入库运用。因为前提限制,能够有些原资料不克不及进行全项检测。在这种状况下,可采用实行的办法(扫除法),在其他资料都是及格的状况下,只要一种资料为待检测资料,按原先配方进行实行,看硫化后的胶料能否及格。别的,坚持不变的供给商,对峙长时间收购质量不变的固定出产厂家的资料,不要频频改变,也有助于*终产物的质量包管。
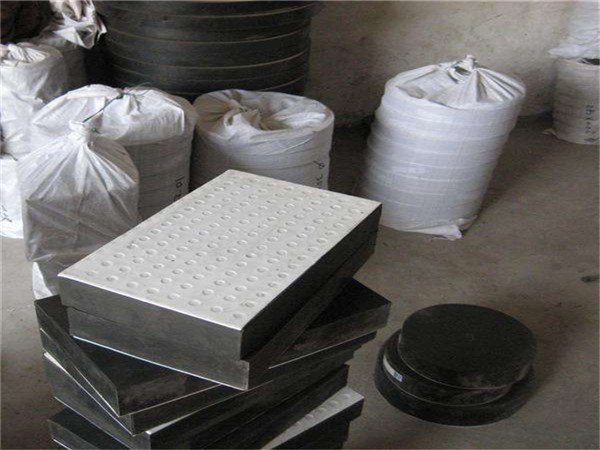
聚四氟乙烯板进厂后,除进行尺寸检测外,必然要留意活化处置的质量若何。在进行力学检测时,要留意情况温度能否在规则局限内,温度对检测后果的影响十分大。别的,
聚四氟乙烯板活化处置后,经长时间寄存,特殊是光线照耀,对其活化影响很大,所以,要依据出产需求随时小批量购进,防止寄存工夫过长而使活化掉效。
关于加劲
钢板,除包管尺寸要求外,力学功能的检测十分需要,假如不及格,应退货或经热处置及格后再用。
二, 出产进程的质量节制
1,配方设计
板式支座的规格良多,并且常常有非标产物,外形系数巨细相差良多,要包管分歧外形系数的支座力学功能检测都及格,采用单一的配方是很难完成的。检测时常常呈现抗压弹性模量和抗剪弹性模量各在正、负边缘,即抗压(或抗剪)偏正,在鸿沟甚至超出及格局限,而抗剪(或抗压)偏负在鸿沟甚至超出及格局限的状况,这只靠调整硬度是处理不了的,应在配方上针对分歧外形系数的支座有所调整。关于曾经成熟的配方和不变的原资料,可直接做首件,对配方和工艺进行验证,及格后批量出产。关于新配方和未经历证及格的原资料,要进步前辈行验证实验,及格后进行首件验证,及格后再进行批量出产。
2,出产进程
(1),钢板下料要包管尺寸要求,尺寸小了会降低支座的承载才能,太大了会削减侧维护层的厚度,易发生露铁,运用中侧维护层易发生老化龟裂。别的,要节制下料的毛刺,过大的毛刺如在后序不克不及消弭,在支座装置后,紧缩及剪切变形时均使钢板中心胶层向外活动,因为毛刺障碍胶的活动,易扯破橡胶而构成空泛(内裂)。
钢板的外表处置宜采用抛丸,将外表氧化皮除净。不宜采用酸洗,酸洗除污染情况外,还易生锈,加水洗、中和、烘干(甩干)工序时,又使工艺复杂,质量不变性差,还易构成氢脆,降低钢的力学功能。