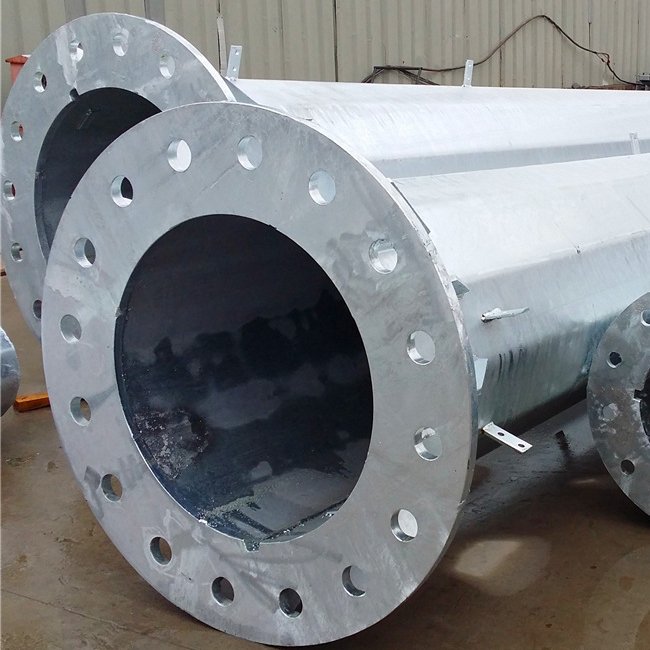
钢管杆构件装配技术要求:
1.钢管杆拼装应制作*模具,拼装的部件尽
量具有通用性和互换性。对指少或构造复杂不具备互换条件的部件,生产时做好标识留有记录,以备运输、安装等过程中损坏重新加工时查用。
2.
法兰面对主管轴线的倾斜。连接板位移允许偏差和连接板偏移允许偏差应满足表1的要求。
钢管杆焊接技术要求:
钢管杆焊接除满足设计图纸和输电线路钢管杆制造技术条件规定外,还应满足下列要求:
1.凡适用自动埋弧焊的焊缝如钢管的纵向焊缝、对接环焊缝,均应使用自动埋弧焊,其它焊缝*采用二氧化碳气体保护焊。
2.焊接过程 中所使用
焊接材料的化学成分及机械性能必须符合有关标准的规定。
焊条的品种,牌号必须与被焊
钢材的化学成分和机械性能相当,并具有良好的焊接工艺性能;
3.手工焊接的焊缝焊渣必须敲铲干净;
4.钢管杆与
法兰连接的焊缝、相贯连接焊缝应按设计要求坡口,外观要求达到二级焊缝标准,肋板、钢管杆纵向焊缝等应按设计要求施焊;
5.对接焊缝的检验应按输电线路钢管杆制造技术条件规定执行;
6.相邻两节钢管杆的纵向焊缝,应错开180度。
7.焊缝的外形尺寸、焊接
接头内部缺陷分级、局部探伤、钢管杆焊缝质量分级、钢管杆的纵向焊缝的焊接有效百度应满足输电线路钢管杆制造技术条件第3条规定。
镀锌技术要求:
1.镀锌技术要求在相贯连接点需要开镀锌孔时,可在主管上开镀锌孔,但开位置和开孔大小必须得利设计单位的同意。
2.构件热浸镀锌附着量和锌层的均匀性、附着量,应符合输电线路钢管杆制造技术条件的规定。
3.构件热喷涂锌的涂层厚度、涂层外观,结合性能应符合金属和其他覆盖层热喷涂锌、铝及其合金规定。