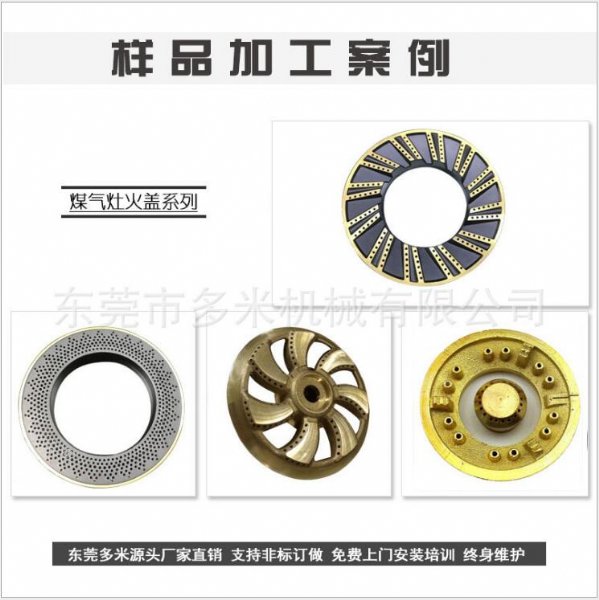
自动钻孔
攻丝机特点:
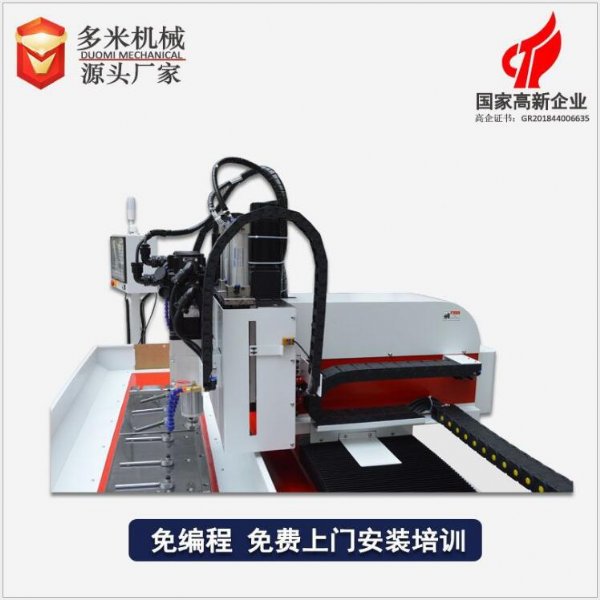
全自动钻孔攻丝机采用压缩空气驱动,安全快速高效;较小气压力和气量(0,3,0,8mpa),超大扭力输出;能对各种
钢材,铁,铜,铝,塑料等材料钻孔攻丝;筒夹带过载保护装置,丝攻损伤较少,螺牙精度高;操作简单轻便,完全不需要经验和力量;
铣床带攻丝器或手动攻丝低许多;较重的工作物不需要定位装置或移动,工作面积特大;定位迅速快和较高的切削速度,增加生产量。
1,工作原理:正转,反转,正转,反转,的连续循环和正转,反转,停止的单向循环有特定的
按键开关来操作,还可以安装脚踏开关,进行选择性操作,连续,单向,循环都能自动。操作者双手完全可以离开机器,实现自动工作,初学者也可以顺利操作。
2,高精密钻孔攻丝行程调整简单,自动反转装置能自由调整攻牙行程,浅孔和有孔低加工件也能容易调整,双重安全装置能防止
螺丝攻之损坏,主轴回转与上下,进退刀特设双重安全
离合器,主轴能自动停止,逆转退刀也不会损坏刀具。
3,牙距A,B
齿轮配合A,B转轴与主轴依牙距推进完全配合,垂直稳定,精确,精密度特别高,螺丝攻牙时前进与后退不必出力就能运转自如。而同时决定于优良的加工物品,不会造成粗细不同螺纹,针对薄板和轻合金属,合成树脂等软质品也能攻出完美螺纹。同时还可以配置多轴器进行多轴同步加工,生产效率大大提高。
温馨提示:买一台好的设备可以用10年,一台配置差的设备可能用几个月或一年不到就有问题,购买自动钻孔攻丝机需谨慎
一、 钻孔攻丝机如何控制钻孔的位置?
对于钻攻而言,钻孔的位置精度要求是很高的,一但精度控制不好,那么对于后续的丝攻是有很大的影响的。钻攻机是进行钻孔和丝攻的仪器,接下来就讲讲钻攻机如何控制钻孔的位置。
多米机械的钻攻机在控制钻孔的位置上面的精度方面还是做的非常不错的,它实际上是在钻削过程中,正确控制
钻头与工件的相互正确位置。
另外,多米机械的钻攻机效率也是很高的,而且质量也是非常得到认可的,所以大家可以到该家了解购买。
二、钻孔攻丝机在定制中要把握哪些重点
在攻丝、钻孔等方面,钻孔攻丝机的使用性能表现不错。对此,机械设备、电子产品等行业都想引进这款设备。那么,定制钻孔攻丝机要注意哪些问题呢?
1、了解钻攻机的市场行情,主要是了解哪些厂家排名靠前,哪些厂家实力雄厚。
2、确定款式,注重质量。选用先进的定制工艺,从设计、定制等环节入手,严把质量标准。
3、加强对接,按需定制。对于有特殊要求的钻攻机,要提前与定制厂家工作人员对接,保证定制出的设备符合使用要求。
三、哪些措施可提高钻孔攻丝机的定制质量
相比其它设备,钻孔攻丝机的性能表现不错。同时也看到,提供钻孔攻丝机定制的厂家有很多,但是每个厂家的定制质量不一样。那么,有哪些措施可提高定制质量呢?
多米机械技术人员介绍,可采取以下措施。
1、找一家正规的定制厂家,这类厂家的专业水平较高,综合实力较强。
2、设计和定制过程中,坚持标准。
3、采用先进的定制工艺,加强技术研发,严把技术标准。在设计、定制等环节中,注重质量标准。
四、东莞攻丝机的几大特点
东莞被称之为世界工厂,攻丝机对于社会发展起得了重要一环,攻丝机是一种在机件壳体、设备端面、
螺母、
法兰盘等各种具有不同规格的通孔或盲孔的零件的孔的内侧面加工出内螺纹、螺丝或叫牙扣的机械加设备。攻丝机的也有数控系统,CNC数控系统加上伺服
电机的运转,可更快、更效率、更精密的完成加工件的操作。
1、工件夹位置要正确,尽量使螺纹孔中心线置于水平或竖直位置,使攻牙容易判断丝锥轴线是否垂直于工件的平面。
2、攻牙时,丝锥与螺孔要保持同轴性。
3、工件上螺纹底孔的孔口要倒角,通孔螺纹两端都倒角。
4、攻不通的螺孔时,要经常退出丝锥,排除孔中的切屑。
5、在攻牙开始时,要尽量把丝锥放正,然后对丝锥加压力并转动绞手,当切入1-2圈时,仔细检查和校正丝锥的位置。一般切入3-4圈螺纹时,丝锥位置应正确无误。以后,只须转动绞手,而不应再对丝锥加压力,否则螺纹牙形将被损坏。
6、
攻牙机攻牙时,每扳转绞手1/2-1圈,就应倒转约1/2圈,使切屑碎断后容易排出,并可减少切削刃因粘屑而使丝锥轧住现象。
7、攻牙过程中换用后一支丝锥时,要用手先旋入已攻出和螺纹中,至不能再旋进时,然后用绞手扳转。在末锥攻完退出时,也要避免快速转动绞手,*好用手旋出,以保证已攻好的螺纹质量不受影响。
8、机攻时的切削速度,一般钢料为6-15米/分;调质钢或较硬的钢料为5-10米/分;
不锈钢为2-7米/分;铸铁为8-10米/分。在同样材料时,丝锥直径小取较高值,丝锥直径大取较低值。