ЯрЙсЯп
ЧаИюЛњВйзїепБиаыЪьЖСЪЙгУЫЕУїЪщЃЌХЊЖЎВйзїГЬађЁЂзЂвтЪТЯюЃЌСЫНт
ЕШРызгЧаИюЛњАВШЋММЪѕВйзїЙцГЬЁЃ
ЁЁЁЁ1.зївЕЧАМьВщ
ЕчдДЁЂЦјдДЃЌгІЮоТЉЦјЁЂТЉЕчЕШЯжЯѓЁЃ
ЁЁЁЁ2.ЕчдДЯфвЊЩшжУСМКУЕФ
НгЕиЯпЃЌОГЃЧхНрЕчдДЯфФкЕФЛвГОЃЌАыФъвЛДЮЃЌЪЙгУИЩдяЕФбЙЫѕПеЦјДЕЩЈЛвГОЁЃ
ЁЁЁЁ3.НћжЙгУЧаИюЛњНјааКИНгзївЕЃЌШчашдкЙЄМўЩЯНјааКИНгЪБЃЌБиаыдкЙЄМўЩЯжБНгНгРЮЕиЯпЁЃ
ЁЁЁЁ4.ЩЯСЯЛђЯТСЯЪБвЊАбДѓГЕПЊзпЃЌвдУтзВЕН
ЛњДВЁЃ
ЁЁЁЁ5.ПЈХЬа§зЊЪБЃЌШЫдБЮяЦЗгІБЃГжвЛЖЈЕФАВШЋОрРыЃЌВЛЕУДЅУўПЈХЬЁЃ
ЯрЙс
ЯпЧаИюЛњВЩгУдВжљзјБъЯЕЪ§ПиЃЌПижЦжсЪ§ЮЊСљжсЫФСЊЖЏЁЃОпгажаЮФНчУцЁЂВЮЪ§ЪфШыКЭШЫЛњЖдЛАЙІФмЃЌЖЈНЧЖШЦТПкУцЧаИюЙІФмЃЌБфНЧЖШЦТПкУцЧаИюЙІФмЃЌЙмзгдВЖШКЭЦЋаФВЙГЅЙІФмЃЌЧаИюЫйЖШБфЛЏздЖЏПижЦЙІФмЕШЁЃШэМўжаЩшМЦСЫКЯРэЕФЧаИюв§Шыв§ГіЯпЃЌЪЙЧаИюУцЕФжЪСПЕУЕНБЃжЄЃЌУПДЮЧаИюКѓЕФВЮЪ§ПЩБЃДцЮЊЮФМўЃЌЙЉвдКѓЯрЭЌЙЄМўЪЙгУЁЃ
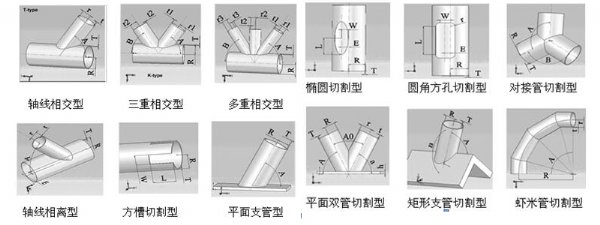
ЯрЙсЯпЧаИюЛњЙІФмЫЕУїЃК
1ЁЂЕШРызг*ДѓЦТПкНЧЃКзнКсЯђОљЮЊЁР45ЁуЃЛ
2ЁЂЧаИюЫйЖШздЖЏЮоМЖЕїЫйЃЌСЌајЧаИюЩшЖЈЃЛ
3ЁЂе§НЛФИЙмЦязљЪНПЊПзЧаИюЃЌе§НЛФИЙмВхШыЪНПЊПзЧаИюЃЛ
4ЁЂаБНЛФИЙмЙмУцПЊПзЧаИюЃЌаБНЛФИЙмЙмУцЦЋаФПЊПзЧаИюЃЛ
5ЁЂе§НЛКЭаБНЛжЇЙмЧаИюЃЌе§НЛКЭаБНЛЦЋаФФИЙмЧаИюЃЌе§НЛКЭаБНЛЦЋаФжЇЙмЧаИюЃЛ
6ЁЂФИЙмЙмУцОиаЮЧаИюЃЌФИЙмВлаЮжааФЁЂЦЋаФЧаИюЃЛ
7ЁЂдАЙмКИНг
ЭфЭЗЁЂЁАЯКУзНкЁБаБНиУцЧаИюЃЛ
8ЁЂЖржЇЙмЯрНЛФИЙмЙмУцПЊПзЧаИюЃЛЖржЇЙмЯрНЛжЇЙмЙмЖЫЧаИюЃЛ
адФмВЮЪ§ЃК
БрКХ ЯюЁЁЁЁ ФП ВЮЁЁЁЁ Ъ§
1 ЧаИюЙмОЖ ІЕ=50ЁЋ630mm
2 ЧаИюЗНЪН ЕШРызг
3 ЕШРызгЧаИюЙмБкКёЖШ ДЉПзЧаИю1ЁЋ20mmЁЁ ЦТПкЧаИю5-14mm
4 гааЇЧаИюЙЄМўГЄЖШ 12000mm
5 вЊЧѓЙЄМўЭждВЖШ Ём1ЃЅ
6 ЧаИюЫйЖШ 10ЁЋ2000mm/min
7 вЦЖЏЫйЖШ 10ЁЋ6000 mm/min
8 ЕШРызгЦТПкНЧЖШ ЕШРызгЧаИюЁР45Ёу
9 ЛњЦїжсЪ§МАдЫЖЏЗЖЮЇ XжсЃКИюОцби
ЙмМўжсЯђЫЎЦНвЦЖЏжсааГЬ12000mm
YжсЃКЙмМўа§зЊжс360ЁуздгЩЛизЊ
ZжсЃКИюОцЩЯЩ§ЯТНЕжсааГЬ400mmЃЈЛЁбЙМрВтЃЉ
AжсЃКИюОцбиЙмМўОЖЯђЦНУцАкЖЏжсЁР55Ёу
BжсЃКИюОцбиЙмМўжсЯђЦНУцАкЖЏжсЁР60Ёу
CжсЃКИюОцЧАКѓвЦЖЏжсааГЬ400mmЃЈВЛВЮМгСЊЖЏЃЉ
10 ЧаИюГЄЖШОЋЖШ ЁР2mm
11 ЧаИюОЋЖШжДааБъзМ АДISO9013-2002 ЁЂISO8206-1991МА JB/T10045.4-1999JB
12 ПЈХЬаджЪ ЪжЖЏ3зІСЊЖЏздЖЈаФ
13
ЕШРызгЕчдД ЪгЧаИювЊЧѓ
14 ЭаМмЪ§СП 4зщ
15 Д§ИюЙмжиСП 5000Kg