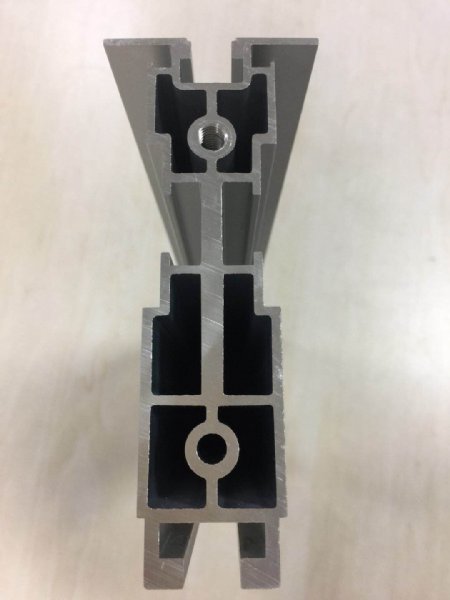
��������Ӳ��������������������������Ĥ��Ӳ������ĥ����Ϊ��Ҫ����Ŀ����������������� Ӳ�������������������������
�����ı���Ӳ�Ⱥ���ĥ�����⣬ͬʱҲ�������ʴ �����Լ����Ե�Եȡ�Ӳ����������Ĥһ���Ի�е����Ӧ�û����Ӧ��ΪĿ�ģ����ȿɴXʮ�������ϰ���.
���Ͻ�����ԣ�
�Ͻ�״̬��T4~T6
�Ͻ�ɷ֣�6063 6061 6005 5052��
����ǿ��>110Mpa
����ǿ�ȣ����ڵ���160����������
��չ�ʣ�8��������������������������
�ȴ����ʣ�201W/��m.k������������������
������ϵ��23.4cm/(cm.k.106 )������������
�絼�ʣ�43��m/(��.mm2)����������������
�۵㣺600��
Ĥ��80~100um
Ӳ��������������ͨ����������ԭ�����豸�����պͼ�������û�б��ʲ������� �����������ۺ�ʵ������Ӳ������������ָ�����壬�����ھ��幤�մ�ʩ������Ȼ����һЩ ��ͬ�IJ���֮�����俼�ǵij�������Ҫ�����������������������У��跨��������Ĥ���ܽ��ԣ���Ҫ�����¼�������Ĺ��մ�ʩ��
(1) Ӳ�����������IJ�Һ�¶Ƚϵ͡���ͨ�������������IJ�Һ�¶�һ����20�����ң� ��Ӳ�������������¶�һ����5���϶����£�һ����ԣ����������IJ�Һ�¶�Խ�ͣ�������������Ĥ��Ӳ��Խ�{��
(2) Ӳ�����������IJ�ҺŨ�Ƚϵ͡���������������Ϊ������ͨ���������IJ�ҺŨ��һ ����20�� H2SO4���ң���Ӳ�����������IJ�ҺŨ��һ�����15����
(3) Ӳ������������������Һ�������л��ᣬ�������Һ�����Ӳ��ᡢ��ʯ�������������������ֱ�Ӳ����л����������������{Ĥ��Ӳ�ȣ������ձ��϶���ò�����Һ��������.
(4)Ӳ��������������ӵ���/��ѹ���{����ͨ�������������ĵ����ܶ�һ��Ϊ1~ 1.5A/dm2����ѹһ����18V���£���Ӳ�����������ĵ����ܶ�һ��Ϊ2?5A/dm2����ѹ 25V���ϣ�*���������ܴﵽ100V��
(5) Ӳ������������ӵ�ѹ�˲���������ѹ�IJ�������������Ӳ�����������IJ��� ��ѹ�Ƚϸߣ����ߵ�ѹ��ʱ����Ҫ��һЩ������ͨ����������ѹ�ϵͣ�����ǿ����˲���������ΪӲ����������������Ҫ�ϴ�����ܶȺͽϳ���ʱ�䣬�����Ӧ���ܺı�Ȼ�Ƚϸߡ�
(6) ��������
��Դ�����Ⲩ�ε�Դ��Ӳ������������ijЩ�����¿�����Ҫ���ò�ͬ���ε������Դ��������ڸ�ͭ���Ͻ���{���������Ͻ���ֱͨ�������������ѽ��С�
�������Ӳ����������Ĥ����ͨ��������Ĥ�Ƚϣ�һ��Ӳ����������Ĥ�ȽϺ�Ӳ�ȱȽ� �ߡ���ĥ�ԽϺá���϶�ʽϵ͡��ͻ�����ѹ�ϸߣ�������ƽ���Կ����Ե���Ϊ��һЩ��
����