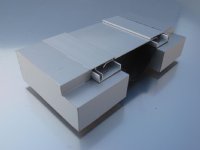
c80型桥梁
伸缩缝的焊接 。
衔接处焊缝长度应不小于10cm,应按照尺度要求,选用浅接触,确保焊接长度。
如有难题,可先将一侧焊牢,待到达预订的安装气温时,再将另一侧悉数焊牢。
禁止泛起点焊、跳焊、漏焊等现象。
在焊接的一起,应随时用三米直尺、塞尺检测异
型钢的平整度,平整度应控制在0―2mm规模,否则很简朴泛起跳车现象。
固定后应对伸缩缝的标高应再复测一遍,承认在暂时固定过程中未泛起任何变形、误差后,把
异型钢梁上的锚固
钢筋与预埋钢筋在两边一起焊牢,*好一次悉数焊牢。
c80型
桥梁伸缩缝伸缩缝焊接结子后,应尽快将预先设定的暂时固定卡具、定位
角钢用气割枪割去,使其安闲伸缩,此时应严格维护现场,避免车辆误压。
在固定焊接时,对常常泛起的预留槽内预埋筋与异型钢梁锚固筋不相符现象,要选用U型、L型、S型钢筋进行加固衔接,以确保缝体与梁体的结子衔接。