冷弯
型钢概念
1、定义
冷弯型钢是以热轧或冷轧
带钢为坯料经弯曲成型制成的各种截面形状尺寸的型钢。
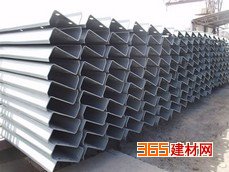
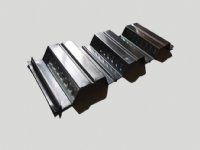
2、分类
可以根据需要进行设计,按形状一般常用的分为
C型钢、
Z型钢。
3、特点
壁薄自重轻,截面性能优良,强度高,与传统
槽钢相比,同等强度可节约材料30%。
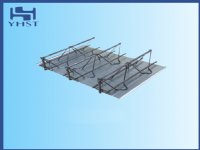
4、用途
广泛用于
钢结构建筑的
檩条、墙梁,也可自行组合成轻量型屋架、托架等建筑构件。此外,还可用于机械轻工制造中的柱、梁和臂等。
冷弯型钢原材料要求
1、材料:
采用原色带钢、
镀锌带钢等,材质分为 Q195/235/345等;
2、规格:
一般常用的宽度为145、183、233、245、255、273、285、295、315、335、355、435、515、540、585、680等;一般常用的厚度为1.2、1.5、2.0、2.2、2.5、3.0、3.5等。
3、钢厂:
天津轧一、唐钢等国内知名大钢厂直接供应;
4、质保:
多道工序验证后出厂,且订货周期短,原始钢厂质保20年。
冷弯型钢生产工艺及质量控制
产品执行标准
国家标准GB/T6723-2008《通用冷弯开口型钢》
(1)板面:平整,无明显凹凸、翘曲、变形,表面清洁。
(2)切口:切口平直,切面整齐,无毛刺。
(3)尺寸:在允许误差范围内。
生产线质量控制点及预防措施:
(1)原材料检验。生产线质检人员首先对待生产的原料进行检验,测量其厚度、宽度、颜色是否符合订单要求。
(2)放料。首先检查并调整放料架、矫平机、成型设备在一条水平线上,用行车吊起
钢卷缓慢放入放料架上,打开钢卷,手动将两端头伸入磨平机中,准备辊压成型。
(3)成型。预先手动调整规格滚轮,并进行多次测量各个小边尺寸,及时调整。
(4)冲孔。通过操作系统平台调准冲孔位置,并进行多次测量校准。
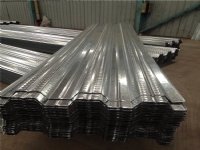
(5)包装堆放。生产好的压型
钢板根据相同的规格进行打包,避免板面破损。
设备技术
本机采用自动飞锯冲孔,操作简便,速度达25米/分,处于国内*水平,运行情况一直保持良好,产品合格率高达100%。
3、设备配置
主要由被动装料架、整平装置、冲孔装置、成型后切断装
置、
液压站、电脑控制系统等。
4、人员分配
1名技术工程师,1名技术员,2名生产操作员
冷弯型钢防护、标识、装车运输
1、包 装:
(1)散装按长度分类,
角钢护边,用绳固定;
(2)包装高度不宜超过1.3M;
(3)每件包装产品中,采用正反交错叠放形式;
(4)包装上应标明“防火”、“防潮”标志。
2、贮 存:
(1)应在干燥、通风的仓库内存放,露天贮存采取防雨措施;
(2)贮存场地坚实、平整、散装堆放在高度不超过1.5m,堆底应采用木条或
泡沫板作铺垫;
(3)贮存时,应远离热源,不得与化学物品接触。
3、运 输:
(1)产品可用汽车、火车、船舶或集装箱运输,汽车可以散装运输,其他运输工具只能箱装或捆装运输;
(2)运输过程中,避免受压和机械损伤,严禁烟火。