ЫежнПЕЛљЫмНКХчЭПМгЙЄГЇЮЛгкЫежнЯрГЧЁЃжївЊДгЪТЮоЮ§ХчЭПМгЙЄЁЂЦћГЕФкЪЮМўХчЭПЁЂЦћГЕАДМќХчЦсЁЂЦћГЕАДМќРиЕёЁЂЦћГЕУцАхUVЁЂжаПиУцАхPUПОЦсЁЂ
ВЛатИжПОЦсМгЙЄЁЂЦћГЕХХЕВИЫХчЭПЁЂ
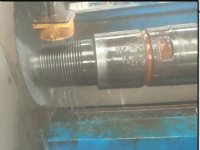
ПеЕїГіЗчПкзЂЫмМгЙЄЁЂПеЕїГіЗчПкХчЦсЁЂЦћГЕ
НХЬЄАхХчЭПЁЂЮоЮ§ХчЭПМгЙЄЭПзАМгЙЄЁЂ
ПеЦјОЛЛЏЦїЭтПЧХчЭПЁЂМвгУЕчЦїХчЦсМгЙЄЁЂЮоЮ§ХчЭПМгЙЄИпЙтБэУцДІРэЁЂИїжжбеЩЋаЇЙћЁЂИіадЖЈжЦ.ЫмНК.Н№Ъє.ВЛатИж.БэУцбеЩЋЖЈзіЃЉЕШВњЦЗПЊЗЂКЭЩњВњЁЃВЛЖЯПЊЗЂаТВњЦЗКЭЬсИпВњЦЗжЪСПЃЌвдКУЕФВњЦЗРДПЊЭиЪаГЁЁЃ
ЫмМўВњЩњЭбФЃВЛСМЕФдвђМАХХГ§
ЃЈЃБЃЉШБЯнЬиеїЃКЫмМўдкГЩаЭКѓВЛФмЫГРћДгФЃОпжаЭбГіЁЃ
ЃЈ2ЃЉдвђМАХХГ§ЃК
1ЃЉФЃОп
ЂйЭбФЃаБЖШВЛЙЛЃЌгІдкВЛЫ№ВњЦЗЙІФмМАЭтЙлЯТдіДѓЭбФЃаБЖШЁЃ
ЂкЖЏЖЈФЃКЯФЃОЋЖШВЛИпЃЌаЭаОаЭЧЛгаЦЋЮЛДэЮЛЃЌгІжиаТМгЙЄаЃе§ЁЃ
ЂлФЃЧЛДжВкЁЂЪмЫ№ЩЫКЭФЅЫ№ЃЌгІНјааХзЙтЁЂаоИДЁЃ
ЂмФЃОпЪмЫ№ЁЂЛЎЩЫЃЌЯтЛЕЗьЯЖЬЋДѓВњЩњвчСЯЃЌгІаоИДЁЂМѕаЁЗьЯЖЁЃ
ЂнФЃОпВФСЯжЪШэЪшЫЩЃЌгІБэУцЖЦИѕЛђИќЛЛВФСЯЁЃ
ЂоФЃОпХХЦјВЛСМЃЌгІдіМгФЃОпХХЦјЁЃ
ЂпФЃОпИеадВЛзуВњЩњБфаЮЃЌгІМгЙЬдіМгФЃОпЧПЖШЁЃ
ЂрЖЅАхВЛЦНКтЛђЖЏзїВЛСМЃЌгІПижЦЪЪЕБЕФЖЅГіЫйЖШЁЃ
ЂсСїЕРЬЋГЄЁЂЬЋЯИЃЌСЌНгЧПЖШВЛЙЛЃЌгІЫѕЖЬЁЂМгДжСїЕРЃЌЬсИпСЌНгЧПЖШЁЃ
ЂтЖЅГізАжУЕФЛюЖЏВПМўХфКЯВЛСМЛюЖЏВЛГЉЃЌгІаоХфЛюЖЏМўЛюЖЏздШчЁЃ
ЂЯЖрЧЛННПкВЛЦНЦНКтЃЌгІаоећСїЕРННПкЃЌЪЙИїЧЛГфФЃЦНКтЁЃ
2ЃЉзЂЫмЙЄве
ЂйзЂЩфЁЂБЃбЙбЙСІЬЋДѓЃЌгІЪЪЕБНЕЕЭЁЃ
ЂкЖЈФЃФЃЮТЙ§ИпЃЌЖЏЖЈФЃЮТЯрВюЙ§ДѓЃЌгІЪЪЕБНЕЕЭЖЈФЃЮТЖШЁЃ
ЂлШєЗжаЭУцДІЭбФЃВЛСМЃЌПЩЪЪЕБЬсИпФЃЮТКЭЫѕЖЬРфШДЪБМфЃЛШєаЭЧЛДІФбвдЭбФЃЃЌПЩЪЪЕБНЕЕЭФЃЮТЛђдіМгРфШДЪБМфЁЃ
ЂмзЂЩфЁЂБЃбЙЪБМфЙ§ГЄЃЌгІЪЪЕБНЕЕЭЁЃ
ЂнСЯЭВЮТЖШЙ§ИпЃЌгІЪЪЕБНЕЕЭЁЃ
Ђо
ХчзьЮТЖШЙ§ЕЭЁЂРфШДЪБМфЬЋЖЬЃЌгІЪЪЕБЬсИпХчзьЮТЖШКЭбгГЄРфШДЪБМфЁЃ
3ЃЉдСЯ
ЂйдСЯЛьгавьЮядгжЪЃЌПХСЃЙ§ДѓЛђДѓаЁВЛОљЃЌгІЖддСЯзіКУЩИбЁЁЂОЛЛЏЙЄзїЁЃ
Ђк
ЭбФЃМСаЭКХбЁгУВЛЕБЃЌгІИљОндСЯЁЂЙЄвеЁЂЩшБИжиаТбЁдёЁЃ
ЂлгЩгкШэжЪЫмСЯБШгВжЪЫмСЯФбЭбФЃЃЌЖјбЁдёЕФЭбФЃЩѕЮЊЙиМќЃЌвЛАуМЋадЧПЕФЫмСЯвЊбЁгУЗЧМЋадЗжзгЕФЭбФЃМСЃЌЖјЗЧМЋадЕФЫмСЯвЊгУМЋадЗжзгЕФЭбФЃМСЁЃ
28.ЫмМўВњЩњК§АпЕФдвђМАХХГ§
ЃЈ1ЃЉШБЯнЬиеїЃКдкЫмМўБэУцЛђФкВПгааэЖрАЕКкЩЋЬѕЮЦЛђКкЕуЁЃ
ЃЈ2ЃЉдвђМАЖдВпЃКШлЬхдкИпЮТИпбЙЬѕМўЯТЃЌвђЙ§ШШЗжНтЖјЬМЛЏЃЌЬМЛЏКѓЕФНЙСЯЛьдкШлЬхжаЖјГЩК§АпЁЃ
1ЃЉФЃОпЃК
ЂйЃЎХХЦјВЛСМЃЌгІМьВщХХЦјНсЙЙЪЧЗёКЯРэЃЌФмЗёе§ГЃЙЄзїЃЎ
ЂкЃЎШєФЃОпаЭЧЛБэУцВЛЙЛЙтЛЌЃЌПЩФмвзгк№ЄИНЩйСПЫмСЯЃЌетаЉЛ§СЯМЋвзЮЊИпЮТЫљНЙЛЏЃЌЖјКѓЛьШыШлЬхжааЮГЩК§АпЃЌЖдДЫЃЌЖдаЭЧЛвЊЬсИпМгЙЄОЋЖШЃЌЛђХзЙтЖЦИѕЁЃ
ЂлЃЎШєННПкЕФаЮЪНКЭЮЛжУВМжУВЛЕБЃЌЪЙШлЬхСїЖЏВЛГЉЛђХХЦјВЛСМЃЌвзв§Ц№ШлЬхОжВПНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌвЊМьВщННПкЕФаЮЪНКЭЮЛжУЁЃ
ЂмЃЎШєХчзьгыФЃОпЕФжїСїЕРЮЧКЯВЛСМЪБЃЌННПкИННќЛсВњЩњЛ§СЯНЙЛЏЃЌетаЉЬМЛЏЮяЛсЫцШлЬхзЂШыаЭЧЛЖјаЮГЩК§АпЃЌЖдДЫЃЌгІЕїећХчзьгыФЃОпжїСїЕРЕФЯрЖдЮЛжУЃЌЪЙЦфЮЧКЯЁЃ
2ЃЉзЂЫмЙЄвеЃК
ЂйЃЎШєШлЬхЕФЮТЖШЬЋИпЃЌКмвзв§Ц№ШлЬхЗжНтНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌвЊНЕЕЭШлЬхЕФЮТЖШЁЃ
ЂкЃЎШєзЂЩфЫйЖШЙ§ДѓЃЌШлЬхЕФСїЖЏгЩВуСїБфЯ§СїЃЌвзгкаЮГЩК§АпКЭЦјПзЃЌЖдДЫЃЌвЊПижЦзЂЩфЫйЖШЁЃ
ЂлЃЎШєзЂЩфбЙСІЬЋИпЃЌСїЫйвВИпЃЌШлЬхгыаЭЧЛБкЕФЯрЖдЫйЖШЛсКмИпЃЌВњЩњДѓСПФІВСШШЃЌЪЙШлЬхВњЩњОжВПНЙЛЏВњЩњК§АпЃЌЖдДЫЃЌгІЪЪЕБНЕЕЭзЂЩфбЙСІЁЃ
3ЃЉзЂЫмЩшБИЃК
ЂйЃЎШєХчзьДІЕФЮТЖШЬЋИпЃЌКмвзв§Ц№ШлЬхЕФЙ§ШШНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌгІНЕЕЭХчзьЮТЖШЁЃ
ЂкЃЎЛњЭВЁЂХчзьДІШєгаЛ§СЯЁЂЫРНЧЃЌетаЉЛ§СЯЛсвђЙ§ШШЖјНЙЛЏЃЌЖдДЫЃЌгІЧхГ§Л§СЯЫРНЧЁЃ
Ђл. ШєЛњЭВХХЦјВЛСМЁЃЦјЬхОлЛ§дкЛњЭВжаЛсЪЙШлЬхОжВПЙ§ШШЖјЗжНтЃЌНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌгІИФНјЛњЭВЕФХХЦјНсЙЙ
Ђм. Шє
зЂЫмЛњЕФШнСПЬЋДѓЃЌЛђзЂЫм
ТнИЫЕФМИКЮГпДчгыГЩаЭдСЯВЛХфЬзЃЌЖМвзв§Ц№Й§ШШНЙЛЏЃЌЖјВњЩњК§АпЃЌЖдДЫЃЌгІЛЛгУШнСПКЯЪЪЕФзЂЫмЛњЁЃ
Ђн. ШєжЙСїЗЇДІгаШлЬхжЭСєЃЌКмвзЙ§ШШНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌгІЖЈЦкЧхГ§етаЉШлЬхЁЃ
Ђо. ШчзЂЫмТнИЫЕФзЊЫйЙ§ИпЃЌБГбЙЙ§ДѓЃЌдђгыШлЬхВњЩњКмДѓФІВСШШЃЌЪЙШлЬхЗжНтНЙЛЏЃЌВњЩњК§АпЃЌЖдДЫЃЌгІНЕЕЭТнИЫзЊЫйЃЌвЛАуВЛДѓгк90r/minЃЌБГбЙаЁгк2MpaЁЃ
Ђп. ШєЛњЭВгыТнИЫЁЂжљШћМфЕФФЅЫ№Й§ЖрЃЌМфЯЖЙ§ДѓЃЌЪЙШлЬхдкЛњЭВжажЭСєЖјЙ§ШШНЙЛЏЃЌВњЩњК§АпЃЌЖдДЫЃЌгІЕїећЛњЭВгыТнИЫЁЂжљШћМфЕФМфЯЖЁЃ
4ЃЉдСЯЃК
Ђй. ШєдСЯжаКЌгаЕФЗлФЉСЯЙ§ЖрЃЌЫќУЧвзБЛЙ§ШШНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌгІЩИГ§ЗлФЉСЯЁЃ
Ђк. ШєдйЩњСЯМгШыЙ§ЖрЃЌвђдйЩњСЯжаКЌдгжЪНЯЖрЃЌвзБЛНЙЛЏЖјГіЯжК§АпЃЌЖдДЫЃЌвЊбЯИёПижЦдйЩњСЯЕФМгШыСПЁЃ
Ђл. ШєЪїжЌЕФШлШкжИЪ§ЬЋДѓЃЌвзв§Ц№ШлЬхОжВПНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌгІЛЛгУЪїжЌЁЃ
Ђм. дСЯжаЕФЫЎЗжКЭвзЛгЗЂЮяКЌСПЙ§ЖрЃЌВњЩњЕФЖрСПЦјЬхгжВЛФмМАЪБХХГіЃЌв§Ц№ОжВПНЙЛЏЖјВњЩњК§АпЃЌЖдДЫЃЌгІНЋдСЯНјаадЄИЩдяДІРэЁЃ
Ђн. ШєЭбФЃМСЪЙгУЙ§ЖргжИВИЧВЛОљдШЃЌЫќУЧЪЙЫмМўБэУцВПЗжНЙЛЏВњЩњК§АпЃЌЖдДЫЃЌгІОЁСПЩйгУЛђВЛгУЭбФЃМСЃЌдкЪЙгУЪБ*КУгУХчЭПЗНЪНЁЃ
ЫежнПЕЛљН№ЪєПОЦсМгЙЄГЇвЛжБМсГжЙсГЙЮоЮ§ХчЭПМгЙЄПЭЛЇЁЂжЪСПжСЩЯЕФОгЊЗНеыЃЌВњЦЗвдОЋУРЭтЙлЃЌПЩППЕФадФмЃЌВЛЖЯЭъЩЦЮоЮ§ХчЭПМгЙЄЕФВњЦЗжЪСПЃЌЮоЮ§ХчЭПМгЙЄгк2013Фъе§ЪНЭЈЙ§TS16949ЦћГЕаавЕЬхЯЕШЯжЄЃЌЙЋЫОгУИпБъзМЕФвЊЧѓЁЂвдМАЙцЗЖЛЏЕФСїГЬКЭЩњВњжЦдьЃЌЮЊДяЕНПЭЛЇЕФЮоЮ§ХчЭПМгЙЄИпЦЗжЪБэУцХчЭППОЦсМгЙЄДІРэЕФУРЙлаЇЙћБЃМнЛЄКНВЂЪгЮЊМКШЮЁЃ
ЁЁЁЁЁЁ ЮоЮ§ХчЭПМгЙЄВЛзіИпМлИёЃЌжЛЧѓзіСПДѓЕФЮоЮ§ХчЭПМгЙЄЃКетЪЧЫежнПЕЛљЫмНКХчЭПМгЙЄГЇЖдгкЮоЮ§ХчЭПМгЙЄЕФЯњЪлВпТдЃЌЮвУЧЪЧДѓаЭЮоЮ§ХчЭПМгЙЄЕФЩњВњЕЅЮЛЃЌЩшБИЯШНјЦыШЋЁЂЮоГОЛЗОГЁЂНрОЛЖШЕШМЖИпЁЂжкЫљжмжЊЃЌЮоЮ§ХчЭПМгЙЄЪЧКмЖрЕчФдЁЂЕчзгЁЂМвЕчЁЂвНСЦЁЂЭЈбЖЁЂЦћГЕФкЪЮМўЕШаавЕЕФгХбЁХчЭППОЦсМгЙЄГЇЩЬеНТдКЯзїЛяАщЃЌЖрФъРДЮвУЧЦОНшЙмРэЁЂММЪѕЁЂШЫВХЁЂЩшБИЕШзлКЯгХЪЦЛёЕУЙуДѓвЕФкШЫЪПЕФвЛжТШЯПЩЃЌЛЖгЙуДѓаТРЯПЭЛЇРДЕчРДЭМРДбљзЩбЏЧЂЬИЃЌНпГЯЮЊФњЗўЮёЃЁЪжЛњ/Q/ЮЂ18962527521