是近几年来流行的地面材料。官方学名:浸溃纸层压木质地板。它是在原木粉碎后,填加胶、防腐剂、添加剂,经
热压机高温高压压制处理而成,因此它打破了原木的物理结构,克服了原木稳定性差的弱点。
复合地板的强度高、规格统一、耐磨系数高、防腐、防蛀而且装饰效果好,克服了原木表面的疤节、虫眼、色差问题。复合
木地板无需上漆打蜡,使用范围广、易打理,是*适合现代家庭生活节奏的地面材料。另外复合地板的
木材使用率高,是很好的环保材料。
所谓‘复合地板’。该‘复合地板’为
强化复合地板。比如还有一些多层
实木复合地板,三层实木复合地板等等都是其中的一类,所以我们必须要明白这点。
实木复合地板是从
实木地板家族中衍生出来的木地板种类,所以其实是一种新的实木地板。以其天然木质感、容易安装维护、防腐防潮、抗菌且适用于电热等优点已经成为欧美国家主要流行地板种类并在逐渐被我国老百姓所接受。
实木复合地板分为
多层实木地板和三层实木地板。三层实木复合地板是由三层实木结构交错层压而成,其表层多为名贵优质长年生阔叶硬木,材种多用柞木、桦木、
水曲柳、绿柄桑、缅茄木、
菠萝格、柚木等。但由于柞木其无比的纹理特点和性价比成为*受欢迎树种。芯层由普通软杂规格木板条组成,树种多用松木、杨木等;底层为旋切单板,树种多用杨木、桦木和松木。三层结构板材用胶层压而成,
多层实木复合地板是以多层
胶合板为基制,以规格硬术薄片镶拼板或单板为面板,层压而成。
*一步:原木选材分割好的木材才能出好的地板,原木质量对地板质量的影响至关重要。好品牌的质量控制是从原木选材开始把关的,好木材是生产出优质地板的基础。
第二步:原木旋切干燥 这道工序用于加工制作多层实木复合地板基材的实木芯板,基材实木芯板质量与成品地板的质量密不可分。旋转切割出的实木芯板厚约1.5毫米,旋切后还需要一段时间进行干燥。
第三步:实木芯板分选 为了保证每一片地板的质量,正规厂家通常只选薄厚均匀、厚度适中,且无缺陷、无断裂的实木芯板作为地板基材,由专职分选员对地板基材进行挑选。
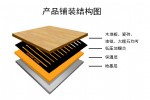
第四步:芯板涂胶排板 专业的涂胶设备进行操作,可以保证涂胶量均匀,提高涂胶工作效率。将8-10层涂过胶的薄实木芯板有序地纵横交错分层排列,粘合在一起,可以改变木材纤维原有的伸展方向。正是这一步,彻底改良了实木木材的湿胀干缩的局限性。
第五步:芯板热压胶合;热压是实木复合地板生产过程中的一个重要工序,它直接关系到地板成品的质量。大的工厂采用的热压设备比较先进,生产管理人员全程监控,因此产品质量比较稳定。
第六步:基材定厚砂光 采用大型定厚
砂光机对地板基材的面、底进行定厚砂光,可确保板面的平整度和光洁度,从而提高产品的精度,为装饰面层珍贵树种
木皮的压贴提供可靠保证。
第七步:基材分选养生 地板基材在初步加工完成后,还要经过专人精心分选,去掉不合格的产品。经过高温高压,基材内部存在较大的内应力,需要静置平衡15天到20天左右释放这种内应力,使得基材平衡稳定。这个过程叫作养生。
第八步:实木面皮挑选 多层实木复合地板多用于北方干燥的环境中,因此尺寸的稳定性至为关键。为了防止在干燥的采暖季节出现开裂等现象,大品牌实木复合地板表面的珍贵木种木皮全部由专业质检人员一片一片挑选,含水率控制极为严格。
第九步:地板板坯成型 将挑选好的木皮单片涂上环保胶贴在地板基材上,再进入先进的热压机里进行热压,即制成合格的多层实木复合地板板坯。
第十步:地板板坯养生 由于地板基材在贴上装饰木皮后又经过热压,板坯内部又产生了较大的内应力,这样的地板板坯需要在恒温恒湿的平衡养生仓里静置养生20天左右,从而保证地板质量更加稳定。
第十一步:地板切割开槽 经过了养生,板坯将通过开槽设备切割成型。开槽的好坏对成品地板的拼接意义重大,因此国内的大企业多引入了德国进口切割设备,以确保质量。
第十二步:辊漆/淋漆干燥定型 开完槽的地板,将通过辊漆/淋漆设备。在经过八道
底漆、四道面漆的淋涂后,成品地板的表面漆面将有润泽而又富有韧性。之后,只需分拣包装,就结束了生产全过程。