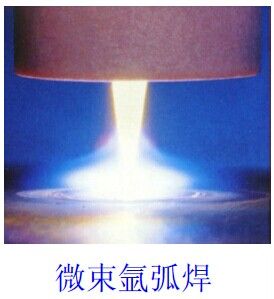
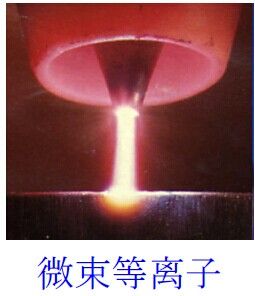
优点是焊接速度快、焊缝性能优良、在可焊范围内容易得到完整的规则的全焊透焊缝;电弧能量集中,因此焊缝深度宽比大,截面积小;薄板焊接变形极小,焊厚板时热影响区窄;电弧挺度好,引弧稳定,无电弧漂移现象,以焊接电流10A为例,等离子弧
喷嘴高度达6.4mm,弧柱仍较挺直,而钨极氩弧焊的弧长仅能采用0.6mm;电弧的稳定性好,微束等离子弧焊接的电流小至0.1A时仍能稳定燃烧;由于钨极内缩在喷嘴之内,不可能与焊件接触,因此没有焊缝夹钨问题。
广泛应用于电子元件行业、精密仪器仪表制造、医疗器械、检测和自动化制造业、电子行业、航空航天等领域,具体可焊接:
波纹管焊接、医药导丝管焊接、PTCA球囊扩张导管焊接、
膨胀节端头焊接、轿车底盘焊接、滤毒罐、
电池、
热电偶、螺线管、交换器、膜片、
传感器、金属
密封件、微开关、航天工程
钛合金高压气瓶等焊接。
特点:
内置16位微处理器控制系统,配备RS232数据串口,可编写、存储100个焊接程序;
可实现主从控制:
电源控制相关的功能,通过PC机选择不同的焊接参数;
内置
打印机接口;