其原理是在
钢管的端口均有破口,在钢管内喷砂外抛丸处理之后,在钢管内壁衬上宽度为5-10公分,厚度为0.8mm的
不锈钢薄板,在实际焊接时,先用304或者是114不锈钢
焊条或氩弧焊不锈钢
焊丝打底,进行内层不锈钢对接,然后用
碳钢焊条焊接外层钢管,焊接完后外面需要用双组份环氧修补液或
聚乙烯缠绕带进行修补,其修补后的防腐性能等同或高于
管道的防腐能力。
这里我们对产品进行加工和施工方面需要注意以下几个问题:
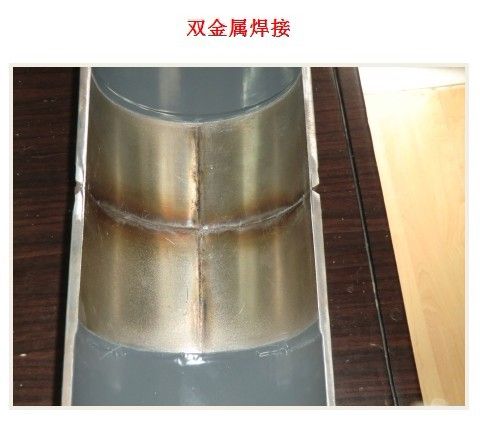
1、双金属焊接
涂塑钢管一般选择的是304的不锈钢,因为其所含的重金属比较少,不易生锈,用于以水为介质的钢管。用在化工防腐上面时,我们建议使用的是
316不锈钢,因为这个防腐效果较明显。(化工领域不适合用双金属焊接,应该采用
法兰连接)
2、100mm以上口径的双金属焊接涂塑钢管时比较适合这种连接方式,因为根据钢管的直径,氩弧焊枪头比较容易进入管内进行焊接。如果DN100以下的,因
焊接设备的限制不适宜采用双金属焊接。
3、在钢管的实际连接过程中,可能会遇到实际需要少于6米的钢管,这时候需要将6米切割到需要的长度,这时候需要做一个配套的大概20公分左右的长度双金属
接头,焊接方法与正常的焊接一样。
4、双金属涂塑
管件方面,因为钢管不可避免要与相关的管件相连接,管件的内径不同于
管材,有一定的锥度,不锈钢条不能紧贴,必须要焊接上一个20公分左右内衬
不锈钢接头。
5、因不绣钢热膨系数较大,焊接时产生较大的焊接应力,要求采用严格的定位焊。打底焊接时焊缝厚度应尽量薄,不大于1MM与根部溶合良好,收弧要减缓坡形,如有收弧缩孔,应用
磨光机磨掉,必须在坡口内引弧熄弧,熄弧时应填满弧坑,防止弧坑裂纹。
6、选择
不锈钢焊条材质304型号,因为308不锈钢焊接时需要保温环境,施工现场很难达到这样特殊的环境。注:308型号的不锈钢焊条比304贵2-3倍。
7、尽量避免在下雨天时进行焊接。
8、双金属焊接涂塑钢管在焊接前必须打20-30度的破口,焊缝底层可以用氩弧焊打底,或者用不锈钢焊条打底,打底厚度不大于管材壁厚的三分之一,然后用碳钢焊条焊接完整个接口。