(一)、机器用途
本设备主要用于小型铸件、锻造件的清理。通过抛丸清理,去除
钢材表面的锈蚀、污物、氧化皮等,使工件起到除锈、去污、强化的作用,提高工件的抗疲劳强度,并*终达到提高钢材表面及内在质量的目的。
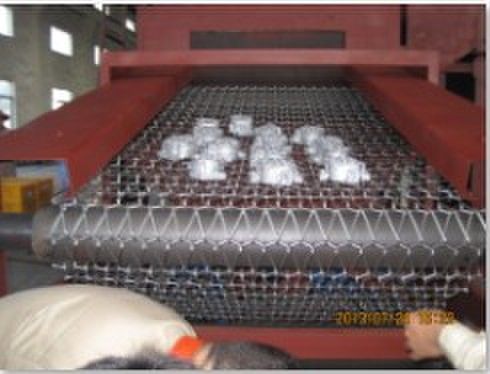
工件由辊道输送系统送至封闭的抛丸清理室,利用抛丸器高速旋转的叶轮使弹丸加速打击至工件表面,对其表面进行冲击、刮削,以清除工件表面锈蚀和污物,清理后的钢材通过输出辊道快速送出,进入下道工序。
工艺流程:人工摆布上料→网带输送系统送进工件→抛丸清理→工件送出→工件进入丸料储料斗
(二)、主要技术参数
1、清理室体通过门:
(1)宽度 B≤1000 mm
(2)高度 H≤400 mm
2、带网输送系统:
(1)带网承重: 100kg/m2
(2)输送速度: 0.5-4.5 m/min (变频无级调速)
(3)处理工件速度: 1-2.5 m/min
(4)功 率: 3Kw
3、抛丸器:(8台) (锻造叶片)
(1)型 号: Q034Ⅱ
(2)弹丸抛射速度: 80-85m/s
(3)抛丸量: 120kg/min
(4)弹丸直径: Φ0.8-1.2mm
(5)抛丸器功率: 7.5Kw×8
4、
提升机:
(1)型号: D300
(2)提升量: 80t/h
(3)功 率: 5.5Kw
5、分离器:
(1)分离量: 80t/h
(2)分离区风速: 4-5m/s
(3)功率: 3kw
6、纵向螺旋
输送机:
(1)输送量: 80t/h
(2)功率: 4kw
7横向螺旋输送(2台)
(1)输送量:80t/h
(2)功率: 2.2kw
8、回收系统:
(1)回收方式:皮的输送机回收
(2)功率:2.2kw
9、输丸装置:
控制
闸门工作气压: 0.4-0.8Mpa
10、除尘系统(一级旋风除尘加脉冲滤筒)
(1)
除尘器型号:LMC660-12
(2)处理风量: 11000m3/h
(3)除尘
风机型号:4-72-5A
(4)除尘功率:11Kw
11、整机总功率:97.6Kw
12、废气排放:≤100mg/m3 GB16297-96《大气污染物综合排放标准》
13、年处理量:10000-20000T
(三)、设备构成及主要性能
本设备主要包括:耐磨网带输送系统,抛丸清理室,
螺旋输送机,
斗式提升机,丸料分离器,抛丸器,丸料
控制阀,输丸
管道,平台及栏杆,除尘系统,电控系统等。
1.清理室:
本机清理室由主、副清理室体组成。它们为大容腔式结构,室体上部为箱形,下部为锥形,清理作业在密封的容腔内进行。室体由
钢板焊接而成,采用
型钢骨架加强结构,增加设备的刚度和强度。
A、主室体共安装了8台抛丸器,分别安装在室体的左右上下。由于工件清理范围较大,抛丸器的布置位置、角度和调试时的流量调整都经过严格的控制,可以对工件实现*佳清理。
B、主室体内设有高铬耐磨护板,保护室体壁板免受磨损,延长室体使用寿命,同时可以利用弹丸的反射功能,继续有效地打击工件的表面,提高清理质量与清理效率。在锥形集丸斗仓上口装有耐磨护板,防止反弹的弹丸打击螺旋输送机并且阻隔杂物,以保护螺旋输送机。
C、抛丸室体内护板采用耐磨包铸
螺母遮盖与栓接,保护
螺栓头部不受损坏,拆装更换方便。
2.输送系统
本工件输送系统由网带、张紧装置、滚轮、
减速机、机架等组成
本输送系统网带采用材质(Mn13),美国进口耐磨带网制作,使用寿命能达到3500小时,很大程度减少了更换网带的频率。设有带网张紧装置,方便调节带网的松紧度。输送辊道采用三菱
变频器无级调速,可以根据工件表面不同的复杂情况和工件清理质量的不同要求进行适当调整,以保证工件表面质量的统一。